-
功能特点
-
工作界面
-
文件操作
-
设计中心
-
基本操作与设置
-
图形查看
-
对象操作
-
绘制图形
-
参数化设计
-
图形编辑
-
图形变换
-
图像处理
-
文本编辑
-
节点编辑
-
图形加工
-
影像加工
-
线架面加工
-
路径编辑
-
波浪板
-
网格面
-
数字雕刻
-
曲面造型
-
3D画布
-
曲面加工
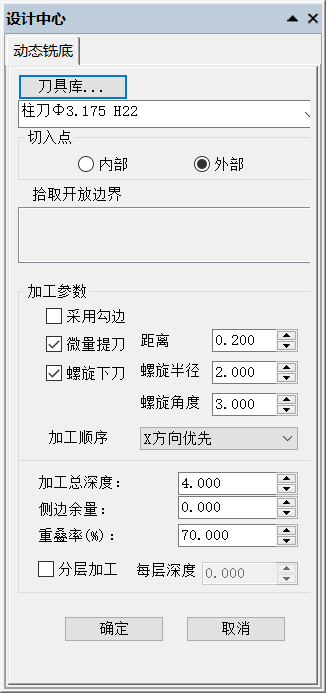
动态铣底
动态铣加工是一种新的编程加工策略,它主要是利用刀具侧刃来切削工件,借助高速机床的高转速、高速进给以及加工过程中吃刀量的稳定性,能在较短的时间内达到快速去除材料目的,从而提高加工效率,降低生产成本。
通常在零件加工时,传统的编程刀具路徑中,刀具负载稳定性较差,在刀具路径有急转弯时比较容易出现机床振动加剧现象,以及由于刀具受力的急剧变化引起的刀具快速折损现象,导致工作效率低下。
而高速动态加工理念下的刀具路径则是在原先刀具路径的基础上,通过对刀具路径的优化(如尽量避免刀具路径的急转弯、尽量避免满刃切削、尽量保持均匀的吃刀量等等),保证了整个切削加工过程中机床负载和刀具受力的恒定性,这点对于保护机床导轨、丝杠,延长刀具使用寿命及提高加工效率,至关重要。
实现方法:
1. 选中图形.
图形可以是封闭的,也可以是开口的(开口图形,系统自动以直线连接开口端,使其闭合)。如下图:
2. 选择菜单【加工路径> 动态铣底】。
3. 选择刀具,切入点方式,设置参数。
4.选择开放边界(可选项)。
5. 单击“确定”按钮,生成加工路径。
参数含义:
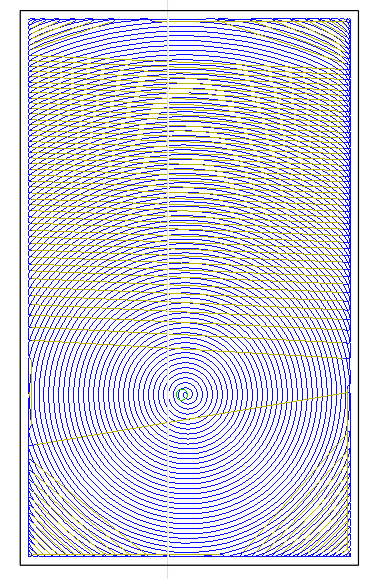
1. 切入点:
内部 :初始的下刀点,在图形区域的内部,适合加工腔槽。
如下图所示,切入点(螺旋中心)在矩形的内部。
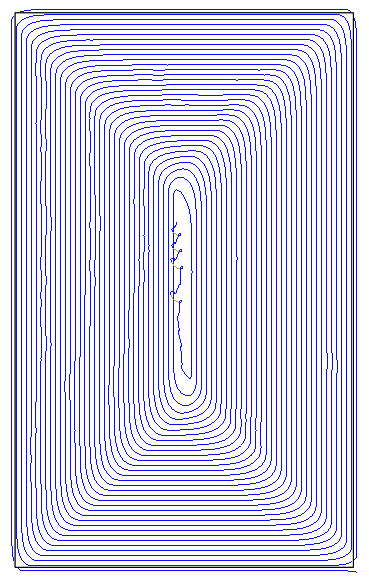
外部:初始的下刀点,在图形区域的外部,适合加工凸台。
如下图所示,切入点在矩形的外部(右下角)。
2. 拾取开放边界: 点击列表框,用鼠标拾取区域边界。
3. 采用勾边:铣底完成后,做一次勾边加工。
4.微量提刀:刀具按照加工参数所设定的行距逐层剥铣,每层加工完毕可微量提刀,快速移动至下一层需要加工的位置,减少刀具与 工件摩擦产生。
5. 螺旋下刀:
螺旋半径:建议不大于刀具半径。
螺旋角度:
以下参数:
6.加工顺序:
7.加工总深度:由于动态铣路径恒定的刀具负载,可以采用较大的切深,小的吃刀量,快速的进给切削。
8.侧边余量:
9.重叠率:动态铣属于高速加工,一般20-30%即可。
10.分层加工:
可以参考:铣底加工-北京文泰铭心科技有限公司 (ucancam.com)