-
功能特点
-
工作界面
-
文件操作
-
设计中心
-
基本操作与设置
-
图形查看
-
对象操作
-
绘制图形
-
参数化设计
-
图形编辑
-
图形变换
-
图像处理
-
文本编辑
-
节点编辑
-
图形加工
-
影像加工
-
线架面加工
-
路径编辑
-
波浪板
-
网格面
-
数字雕刻
-
曲面造型
-
3D画布
-
曲面加工
铣底加工
铣底是将材料掏空,铣出一个形槽。

菜单【加工路径 > 铣底加工】 加工路径工具栏 

实现方法:
1. 选中图形。
2. 选择菜单【加工路径 > 铣底加工】。
3. 设置加工参数。
4. 单击“确定”按钮,生成铣底加工路径。
参数含义:
1)加工方式:
行切:可调整行切角度。
环切:可选择由内向外或由外向内。
高速加工:加工环的尖角采用圆弧过渡,以适应高速加工的要求。

行切 环切 高速加工
2)加工顺序:
X向优先 Y向优先
X向优先:水平方向的对象优先加工。
Y向优先:竖直方向的对象优先加工。
最短距离优先:距离下一路径单元最短的对象优先加工。
3)重叠率:每刀的刀具底刃宽度覆盖上次刀具路径的百分比。
重叠率高使加工面光滑,重叠率底使加工面粗糙。但重叠率过大时,会影响加工效率!
4)侧边余量:在加工路径的外围留出的部分区域,可通过切割余量的控制实现精确加工(红色线为辅助说明线)。
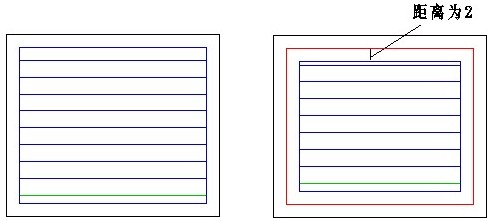
余量为0 余量为2
5)采用勾边:在铣底加工完成后进行勾边操作,使型槽侧面保持光滑。
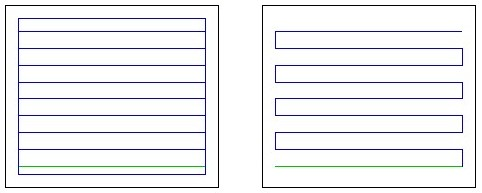
采用勾边 无勾边
6)落刀设置
采用折线或者螺旋下刀方式,可减缓刀具落下时产生的冲力,能很好的保护刀具,延长刀具的使用寿命。

折线下刀 螺旋下刀
7)摆线开槽
传统的铣底加工中,第一刀刀具路径深入材料时,刀具处于全包埋状态,刀具受力最大,且排屑不畅,容易造成热量的聚积,发生断刀情况,同时还会损耗机器的性能。
使用摆线开槽加工方式,使刀具与材料的接触量减少,使热量的积聚减少到最低限度,为开槽加工创造了有利的切削条件,在保护好刀具的同时,提高了加工质量和效率。
参数含义与摆线勾边相同。

摆线参数设置 摆线开槽路径